0317-6361165

电话:0317-6361165
手机:15303372022
QQ号:1363877220
地址:河北省盐山县工业开发区
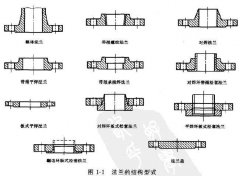
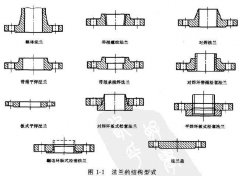
对焊法兰一般采用锻件或锻轧工艺制成。级别及其技术要求应符合JB4726-4728的相应要求。
将所选原材料钢材放入中频电炉熔炼,使钢水温度达到1600-1700℃;
将金属模具预加热到800-900℃保持恒温;
起动离心机,将步骤①中钢水注入步骤②中预热后金属模具;
铸件自然冷却到800-900℃保持1-10分钟;
用水冷却至接近常温,脱模取出铸件。
对焊法兰一般采用锻件或锻轧工艺制成。当采用钢板或型钢制造时,必须符合下列要求: 1、对焊法兰应经超声波探伤,无分层缺陷; 2、应沿钢材轧制方向切割成条状,经弯制对焊成圆环,并使钢材的表面形成环的柱面。不得采用钢板直接机加工成带颈对焊法兰; 3、圆环的对接焊缝应采用全熔透焊缝; 4、圆环的对接焊缝应进行焊后热处理,并作****射线或超声波探伤,且射线探伤符合JB4730的II级要求,超声波探伤符合 JB4730的I级要求。 三、对焊法兰的颈部外侧斜度应不大于7o。对焊法兰在生产和焊接时严格控制技术参数,保证能够在生产和使用中充分发挥作用和价值。